

内容选自产业信息网发布的《2015-2022年中国汽车车身焊装夹具市场深度调研及投资策略研究报告》
一、中国汽车车身焊装夹具行业生产规模现状
我国汽车车身焊装夹具行业企业数量近60家,2014年我国汽车车身焊装夹具行业产量约3.52万套,同比2013年的3.04万套增长了15.79%,近几年我国汽车车身焊装夹具行业产量情况如下图所示:
2008-2014年我国汽车车身焊装夹具行业产量情况
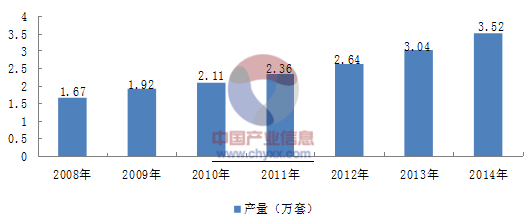
资料来源:智研咨询整理
二、中国汽车车身焊装夹具行业产能规模分布
2008-2014年我国汽车车身焊装夹具行业产能情况
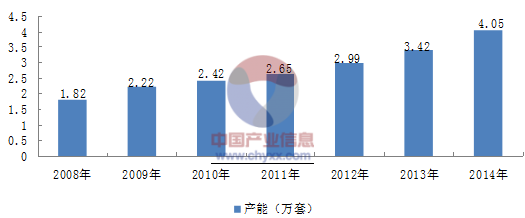
资料来源:智研咨询整理
三、中国汽车车身焊装夹具行业技术现状剖析
汽车车身是汽车四大部件( 车身、发动机系统、底盘、电器系统) 之一, 它决定了起车的基本形状、大小和用途。汽车车身是由薄板冲压零件焊成组合件, 然后由零件、组合件焊接成几大分总成, 有分总成总装焊合成车身总成, 装配车门、发动机罩等形成白车身。车身制造基本工艺包括: 1) 车身冲压工艺; 2) 车身焊装工艺; 3) 车身涂装工艺; 4) 总装配工艺, 其中焊接是车身成形的关键。由于车身零件大都是薄壁板件, 其刚性很差, 所以在焊装过程中必须使用多点定位夹紧的专用焊装夹具, 以保证各零件在焊接处的贴合和相互位置, 特别是门窗等孔之间的位置。因此, 焊装夹具设计是决定车身质量的主要因素, 其设计应以车身主模型为依据。因此, 焊接夹具在车身焊接过程中起着重要的作用: 在车身焊接过程中定位夹紧, 保证车身零件之间正确的装配关系, 同时保证车身焊接质量及焊接过程的顺利, 保证整个车身的装配精度。
焊装夹具
焊装夹具是生产产品时的一种辅助手段, 它是将工件迅速准确地定位并固定于所定位置, 包括引导焊枪或工件的导向装置在内的用于装配和焊接的工艺装备的总称。焊接夹具是进行金属结构焊接不可缺少的辅助器具, 是焊接工艺的重要组成部分, 它在焊接过程中主要起维持、保证焊接产品形状及尺寸符合产品图纸要求, 方便焊工操作, 提高工效的作用。在初级焊接产品中, 所需的焊接夹具是比较简单和容易设计制作的, 因此它的重要性并不是从一开始就为人们关注和重视的, 在焊接设备、焊接材料诞生后相当长的时间里没有什么发展。直到近代诞生了汽车, 随着汽车工业的发展,它的重要性才日益显现出来并发展成一门技术, 有自己独到的一套设计理论和方法。
车身焊装夹具的结构特点
车身焊装夹具体积庞大, 结构复杂, 为了便于制造、装配、检测和维修, 必须对夹具结构进行分解, 否则无法进行测量。车身总装夹具有 3 个装配基准: 底板、左侧围和右侧围, 在他们的平面上都加工有基准槽和坐标线, 定位夹紧组合单元按各自的基准槽进行装配、检测, 最后将 3 大部分组合起来, 成为一套完整的夹具。
车身焊装夹具的定位特点
车身焊装夹具大都以冲压件的曲面外型、在曲面上经过整形的平台、拉延和压弯成型的台阶、经过修边的窗口和外部边缘、装配用孔和工艺孔定位, 这就在很大程度上决定了它的定位元件形状比较特殊, 很少能用标准元件。焊接夹具上要分别对各被焊接工件进行定位, 并使其不互相干涉, 在设置定位元件时要充分利用工件装配的相互依赖关系作为自然的定位支承。有的工件焊接成封闭体,无法设置定位支承, 可要求产品设计时预冲平台、翻边作为定位控制点, 总之,对于要求不严格的装配, 尽量不使用焊接夹具。车身焊装夹具上, 板状定位较多 , 定位板一般用 Q235 钢板 ,厚度为12-19m m 。定位块间距既要保证定位精度, 又要保证焊钳伸入的方便性。定位件按坐标标注尺寸, 不注公差。
车身焊装夹具的夹紧特点
车身冲压件装配后, 多使用电阻焊接, 工件不受扭转力矩, 当工件的重力与点焊时加压方向一致, 焊接压力足以克服工件的弹性变形, 并仍能保持准确的装配位置与定位基准贴合, 此时可以省去夹紧机构。
焊接通常在两个工件间进行, 夹紧点一般都比较多, 电阻焊是一种高效焊接工艺, 为减少装卸工件的辅助时间, 夹紧应采用高效快速装置和多点连动机构。
对于薄板冲压件, 夹紧力作用点应作用在支承点上, 只有对于刚性很好的工件才允许作用在几个支承点所组成的平面内, 以免夹紧力使工件弯曲或脱离定位基准。
夹紧力主要用于保持工件装配的相对位置, 克服工件的弹性变形, 使其与定位支承或导电电极贴合, 对于 12m m 厚度以下的钢板, 贴合间隙不大于 0.8m m , 每个夹紧点的夹紧力一般在 300-750N范围内; 对于15-25 mm之间的冲压件, 贴合间隙不大于0.15 mm , 每个夹紧点的夹紧力在500-3000N范围内。
焊装夹具的精度控制
焊装夹具精度标准由设计工作单位制定, 其中规定了底板基准槽和坐标线的形状和精度要求;定位销和其他定位支承的尺寸和形位公差要求承制单位按要求进行检测、判断并进行调整, 合格后就固定定位销。
焊装夹具分类
焊装夹具种类繁多, 按用途可分为: ①装配用夹具②焊接用夹具③装配 - 焊接夹具④检验夹具⑤其他夹具;
按夹紧的动力源不同, 可分为: ①手动夹具②气动夹具③液压夹具④磁力夹具⑤真空夹具⑥混合式夹具。
焊装夹具设计要求
焊装夹具必须保证焊件焊接后能获得正确的几何形状和尺寸, 尤其是保证车身上门窗等孔洞的尺寸和形状。在装配时, 夹具必须使被装配的元件获得正确的位置和可靠的夹紧, 并且在焊接时能组织焊件产生变形。
焊装夹具应动作迅速, 操作方便。操作位置要处于人工容易接近、最宜操作的部位。特别市手动夹具, 其操作力不能过大, 操作频率不能过高, 操作高度应设在工人容易用力的部位。当夹具处于夹紧状态时, 应能自锁。
焊装夹具的设置应便于施工, 有足够的装配、焊接空间, 不能影响焊接操作和焊工观察,不妨碍焊件的装卸。所有的定位元件和夹紧机构应与焊点保持适当距离, 或布置在焊件的下方或侧面。夹紧机构的执行元件应能够伸缩或转位。
夹紧可靠, 刚性适当。夹紧时不破坏焊件的定位位置和几何形状, 以及焊件的表面质量。夹紧力适当, 使夹紧后既不使焊件松动滑移, 又不使焊件的拘束度过大而产生较大的应力。
为了保证使用安全, 应设置必要的安全互锁保护装置。
用语大型零件焊接的夹具, 要有足够的强度和刚度, 特别是夹具体的刚度, 对结构的形状精度、尺寸精度影响较大。
在同一个夹具上, 定位元件和夹紧机构的结构形式不宜过多, 并且尽量只选用一种动力源。
焊装夹具本身应具有较好的制造工艺性和较高的机械效率, 尽量使制作时投资少,成本低。
尽量选用已通用化、标准化的夹紧机构及标准的零部件来设计制造焊装夹具。
上述这些原则是设计车身焊装夹具时所必须考虑的, 但具体到焊装夹具的结构上却是差异很大, 有的焊装夹具只有一个简单的框架, 有的则相当复杂。一般来说, 应根据生产批量的大小和产品结构的特点并结合本厂的生产条件 ( 例如车间面积、起重设备、水电气供应情况和技术水平等) 来选择焊装夹具的类型, 设计夹具。















 公众号
公众号
 小程序
小程序
 微信咨询
微信咨询
![2025年中国煤炭行业市场政策、产业链、发展现状、竞争格局及发展趋势研判:CR7原煤产量占比高达44.34%[图]](http://img.chyxx.com/images/2022/0330/b388a599ab8b82a70e79838a8b0d600efa11727f.png?x-oss-process=style/w320)
![2025年中国血友病药物行业发展现状及市场全景研判:随着患者及重度患者群体数量增加,血友病药物需求持续增长,行业发展前景广阔[图]](http://img.chyxx.com/images/2022/0330/ff5315f651f3e124d0f5a156ac51655e46e5433f.png?x-oss-process=style/w320)
![研判2025!中国化工行业碳中和技术行业产业链、相关政策及行业现状分析:政策引领转型,技术突破助力低碳未来[图]](http://img.chyxx.com/images/2022/0408/55d853aceb464ffcf6fad7c27bbd7795797b1b5a.png?x-oss-process=style/w320)
![2025年中国融媒体行业相关政策、产业链、投资规模、竞争格局及发展趋势研判:加快传统媒体和新兴媒体的融合,实现信息的多元化传播[图]](http://img.chyxx.com/images/2022/0330/d1363a7ee3953fc25ed09e0b79158acce9dc7c22.png?x-oss-process=style/w320)
![研判2025!中国绝缘制品行业相关政策、产业链图谱、发展现状、重点企业分析及未来展望:绝缘制品市场规模持续增长,行业向绿色化方向发展[图]](http://img.chyxx.com/images/2022/0408/54b870b64f647f1fc10474b02796382c9242dcfa.png?x-oss-process=style/w320)
![趋势研判!2025年中国单壁碳纳米管行业市场规模、业布局、产业链及未来趋势分析:越来越多企业布局单壁碳纳米管,规模不断壮大[图]](http://img.chyxx.com/images/2022/0330/ce25a2275c336b52d58303ed80fb7924b3fd1022.png?x-oss-process=style/w320)