


军工特种陶瓷材料作为增强纤维特别适用于制备陶瓷基复合材料(CMC),CMC被视为取代航空发动机高温合金、实现减重增效“升级换代材料”之首选。预测未来10年仅航发市场对CMC的需求将递增10倍。高性能特种陶瓷纤维的量产将直接推动相关CMC材料的量产,进而推动我国CMC的大量应用。
一、CMC材料概况:
航空发动机关键热结构替代用材陶瓷基复合材料(CMC)是以陶瓷为基体与各种纤维复合的一类复合材料,具有密度低、耐高温、优异的高温抗氧化性能等显著优势,具体可应用于:
1)航空发动机,燃烧室-喷管、整体导向器、整体涡轮、导向叶片、涡轮间过渡机匣、尾喷管等表面温度高、气动载荷大的区域;
2)导弹,发动机部件等;
3)大型运载火箭,扩张段等;
4)航天飞机,头部和机翼前缘等。
因此,CMC被视为取代航空发动机高温合金、实现减重增效“升级换代材料”之首选。CMC在航空航天、兵器、核工业等高技术领域应用前景非常广阔。
CMC与高温合金的性能对比
对比项 | 高温合金 | CMC | 航空发动机领域应用对比 |
密度 | 7.93~8.4g/cm3 | 2~3.2g/cm3 | CMC仅为高温合金的1/4~1/3,用于燃烧室、调节片/密封片等部件,能够直接减重50%左右。 |
耐高温性能 | 耐热性能最好的镍基高温合金材料工作温度在1100℃左右。 | 工作温度高达1650℃。 | 应用CMC能够简化甚至省去冷却结构,优化发动机结构,提高发动机工作温度和使用寿命。在无冷却结构的条件下,可以在1200℃长期使用。 |
高温抗氧化性能 | - | - | CMC在高温有氧环境保持较高的稳定性,降低了热防护涂层成本。 |
数据来源:公共资料整理
对于军用发动机:提高推重比、降低服役成本是研制焦点。现有推重比10一级的发动机涡轮进口温度达到1500℃;正在研制的推重比12~15的发动机涡轮进口平均温度超过1800℃。然而,目前耐热性能最好的镍基高温合金材料工作温度在1100℃左右,且必须采用隔热涂层以及设计最先进的冷却结构。因此,现有的高温合金材料体系(镍基等)已发展到接近其使用温度的极限,难以满足先进航发的热结构用材需求,CMC工作温度高达1650℃,将成为替代航发高温合金最具应用潜力的材料。
对于民航发动机:降低油耗、提高发动机使用寿命是研制焦点。预测截至2020年飞机飞行燃油成本还会进一步下降29%~31%,其中17%~19%源于发动机,特别是受益于陶瓷基复合材料的广泛应用。
CMC用于军用发动机F100

数据来源:公共资料整理
CMC用于民航发动机Leap-X

数据来源:公共资料整理
二、CMC市场空间
未来5年国内CMC需求量将达100吨/年。随着我国高推重比航空发动机的定型、空间飞行器技术的迫切需求和快速发展,将大量需要陶瓷基复合材料产品。此外,陶瓷基复合材料在民用领域中也已经展现出巨大的发展潜力。预计我国未来5年内对陶瓷基复合材料的需求量将达100吨/年,按照增强纤维占CMC重量30%计算,国内陶瓷纤维的需求量为30吨/年。
国外CMC在航空发动机的应用层面已逐渐打开,呈现出从低温向高温、从冷端向热端部件、从静子向转子的发展趋势。短期应用目标为:尾喷管、火焰稳定器、涡轮罩环等;中期应用目标为:低压涡轮叶片、燃烧室、内锥体等;远期应用目标为:高压涡轮叶片、高压压气机和导向叶片等。CMC在国外已成功应用于多款发动机型号并实现工程化生产,将成为航空发动机制造的主流趋势,市场空间巨大。
陶瓷基复合材料在航空发动机上的应用情况
发动机型号 | 材料体系 | 应用部位 | 效果 |
M88-2 | Cf/XXX复合材料 | 外调节片 | 2002年开始投入批生产,在国际上首次实现陶瓷基复合材料在发动机上的应用。 |
F119 | XXX复合材料 | 矢量喷管内壁板和外壁板 | 有效减重,从而解决飞机重心后移问题。 |
F414 | XXX复合材料 | 燃烧室 | 能够提供较大的温升,较长的寿命,需要的冷却空气较少。 |
F100 | XXX | 密封片 | 累计工作时间1300h,1200℃/100h,减重60%。XXX材料比金属密封片具有更好的抗热机械疲劳性能。 |
F100-PW-229 | XXX基密封片 | 密封片 | 在Pratt&Whitney(FL)和Arnold(TN)空军基地进行了600h以上的地面试车试验,并在2005年和2006年通过F-16和F-15E试飞试验。 |
F110 | XXXf/XXX | 调节片 | 累计工作时间500h,1200℃/100h,增加推力35%。取样性能测试结果表明,XXXf/XXX无明显损伤。 |
XTC76/3 | XXXf/XXX | 燃烧室火焰筒 | 火焰筒壁可以承受1589K温度。 |
XTC77/1 | XXX复合材料 | 燃烧室火焰筒,高压涡轮静子叶片 | 改进了热力和应力分析;质量减轻,冷却空气量减少。 |
XTC97 | XXX复合材料 | 燃烧室 | 在目标油气比下获得了较小的分布因子 |
XTE76/1 | XXXf/XXX | 低压涡轮静子叶片 | 提高了强度和耐久性,明显减少了冷却空气需要量。 |
EJ200 | XXXf/XXX | 燃烧室、火焰稳定器和尾喷管调节片 | 通过了军用发动机试验台、军用验证发动机的严格审定,在高温高压燃气下未受损伤。 |
Trent800 | 0XXX复合材料 | 扇形涡轮外环 | 可大幅度节省冷却气量、提高工作温度、降低结构重量并提高使用寿命。 |
F136(配装F35) | CMC | 涡轮3级导向叶片 | 耐温能力可达1200℃,重量仅有镍合金的1/3。可能是陶瓷基复合材料在喷气发动机热端部件上得到的首次商业应用。 |
Trent | CMC | 尾椎 | 截至2013年1月,运行73h,未有热或结构应力问题发生。 |
Leap-X | CMC | 低压涡轮导向叶片 | 质量仅为传统材料的1/2甚至更轻,但可以耐1200℃以上的高温,并且不需要冷却,易于加工。 |
数据来源:公共资料整理
三、CMC产业格局
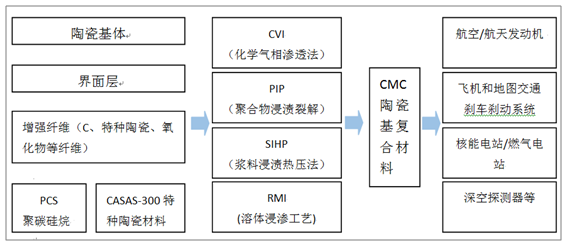
CMC由陶瓷基体、界面层和增强纤维3部分组成,分别是,陶瓷基体:高温结构陶瓷;界面层:连接增强相纤维和连续相基体的纽带;增强纤维:主要承力部分,主要有C纤维、高性能特种陶瓷纤维、氧化物纤维等。
CMC制备工艺:CVI(化学气相渗透法)、聚合物浸渍裂解工艺(PIP)、浆料浸渍热压法(SIHP)、溶体浸渗工艺(RMI)。各国CMC材料制备工艺有所不同:日本拥有聚碳硅烷(PCS)和连续高性能陶瓷纤维制备技术,主要用PIP工艺制备CMC;法国以CVI技术为主,且技术水平属国际领先;德国以RMI和PIP技术为主,特别是RMI技术世界领先;美国对PIP、CVI和RMI工艺均有研究,且研究水平均较高。其中RMI工艺已成为GE公司CMC制备的主流工艺。
硅光集成技术的发展路线演进
数据来源:公共资料整理
相关报告:智研咨询发布的《2019-2025年中国复合材料行业市场深度监测及投资机会研究报告》
 智研咨询 - 精品报告
智研咨询 - 精品报告

2024-2030年中国羧甲基纤维素(CMC)行业市场研究分析及发展趋向研判报告
《2024-2030年中国羧甲基纤维素(CMC)行业市场研究分析及发展趋向研判报告》共十四章,包含羧甲基纤维素(CMC)地区运行分析,羧甲基纤维素(CMC)产品竞争力优势分析,观点与建议等内容。















 公众号
公众号
 小程序
小程序
 微信咨询
微信咨询


![2025年远程换电式纯电动混凝土搅拌运输车上牌情况分析:上牌量集中在河北和陕西[图]](http://img.chyxx.com/images/2026/0617/a581c3976f1af79083c524835a0bece6623afb66.jpg?x-oss-process=style/w320)
![2025年中国污水处理车区域上牌量分析:湖北省上牌量达275辆[图]](http://img.chyxx.com/images/2026/0617/90a104a7659f6e46f0063f6758492ca9309cc210.jpg?x-oss-process=style/w320)
![2025年四川省餐厨垃圾车市场分析:成都市上牌量超100辆[图]](http://img.chyxx.com/images/2026/0617/8a4c502cbe3016d1a5f07e774ac63750565e2717.jpg?x-oss-process=style/w320)
